
Tableros
de madera
maciza.
Los paneles de madera contralaminada de KLH® son adecuados para elementos destinados a paredes, techos y tejados, tanto portantes como no portantes, con funciones adicionales de estabilización lateral.


Producción
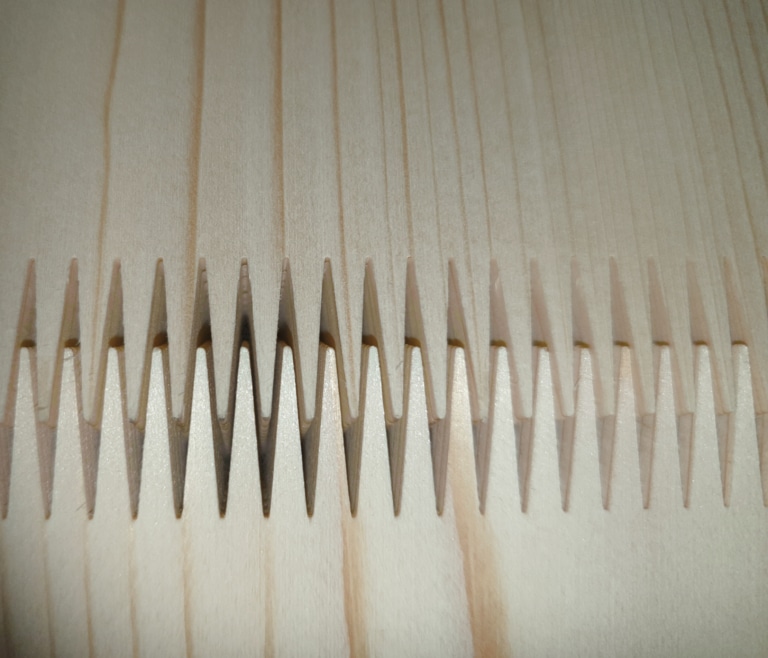
Mediante la disposición contrapeada de las láminas longitudinales y transversales, la hinchazón y merma de la madera en la superficie del tablero se reduce a un mínimo inapreciable y se incrementa notablemente la resistencia estática y la estabilidad dimensional. En conformidad con la evaluación técnica europea, la madera se somete a secado técnico, y se utiliza exclusivamente con una humedad del 12 % (+/- 2%). La totalidad de láminas de tableros se somete a un control de calidad antes del uso.

Encolado
El encolado se lleva a cabo por medio de adhesivos PUR sin VOCs ni formaldehido según EN 15425. Las colas utilizadas están autorizadas para la fabricación de componentes de madera portantes como sustancias adhesivas del TIPO 1.
La aplicación del adhesivo se efectúa de forma automatizada y en toda la superficie con una cantidad de 0,15 kg/m² por plano de encolado. Dado que la presión de apriete en la fabricación de tableros de madera maciza KLH® con 0,6 N/mm² es unas 6 veces superior a lo habitual en la producción con tecnología de vacío, el encolado alcanza la calidad exigible en este caso y la resistencia estática es también más alta que con dicha tecnología
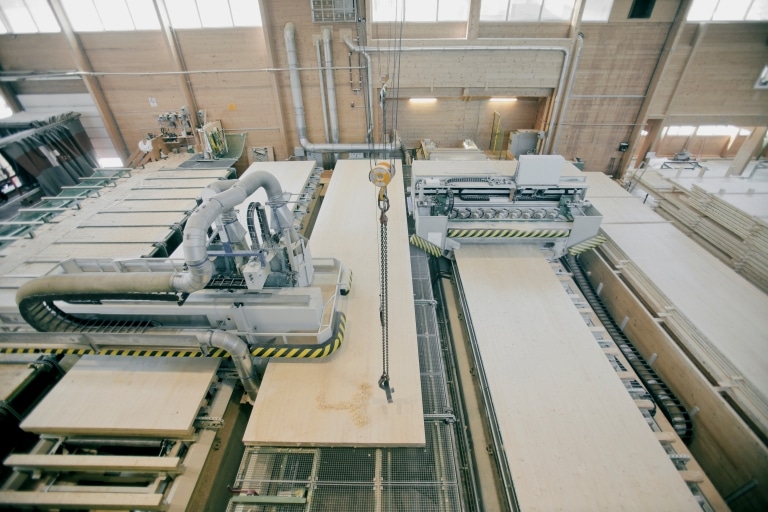
Recorte - CNC
El corte o ensamblaje en la fábrica se ejecuta con la tecnología CNC más moderna. La base para ello la constituyen los planos de producción y corte autorizados por el cliente o la empresa contratada para la ejecución de la obra. Para elementos con longitudes laterales > 1 m, la exactitud del corte es de +/- 2mm partiendo de dimensiones de tablas estándar, con corte estándar y una humedad de la madera del 12 %.
Producimos y suministramos asimismo tableros sin formato y no procesados, que se ensamblan en factorías de corte CNC y se suministran desde allí a la obra respectiva.
Si necesita información adicional, le rogamos que contacte con nosotros.
Montaje
Los elementos de madera maciza de KLH® recortados previamente se entregan justo a tiempo en la obra y las empresas de construcción con madera o bien constructoras generalista, los posicionan mediante grúa, en plazos extremadamente cortos.
La unión de tradición, oficio, y la más alta tecnolog’a de la construcción con madera permiten una construcción personalizada, de valor futuro estable, con especial atención al medio ambiente y el consumo de energ’a.

Sellos Técnicos, Certificaciones y Ecoetiquetas

Referencias














